
Well that ought to do it! I like thin coatings on air cooled heads and cylinders. Been using Plasticoat ceramic engine paint for a while now and recommend it. No primer and bake for 1 hour at 180 F. Definitely not as tough as epoxy, but very good and I believe the cooling properties are much better. The right black has better heat dissipation than bare aluminum, but it does not take much to become more of an insulator. Likely you'd have to lay it on fairly heavy to be a factor, but brings up another issue. If you ever want to refinish the heads again, that epoxy likely will be very hard to remove!
We noticed you are blocking ads. DO THE TON only works with community supporters. Most are active members of the site with small businesses. Please consider disabling your ad blocking tool and checking out the businesses that help keep our site up and free.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
RD400 - Back from the Dead
- Thread starter DannyMotor
- Start date
DannyMotor
Blood, sweat and beers.
That's what I'm hoping for! I'm hoping for durability and longevity out of these parts... it's going to be hard enough to polish-back the fins once the paint cures, haha.
This is what I used on my heads/jugs turned out really nice. I have spilt enough fuel on them to say they are fuel resistant.
http://www.eastwood.com/eastwood-ceramic-engine-paint-universal-gloss-black-quart.html


http://www.eastwood.com/eastwood-ceramic-engine-paint-universal-gloss-black-quart.html
DannyMotor
Blood, sweat and beers.
Those look fantastic!
DannyMotor
Blood, sweat and beers.


DannyMotor
Blood, sweat and beers.
Pulled all my hardware from the tub of evaporust. Wow... minor scrubbing needed on some of the more worse-off parts... but the end result is great!
Really pleased with the shocks.
Really pleased with the shocks.
Attachments



Keep in mind that Evapo-Rust also removes the cadmium plating on all that hardware (obviously the chrome is fine) so you need to either re-plate or paint everything. It is certainly possible that some or even much of the plating is still there, but the parts will now rust very quickly where they are unprotected. The majority of the bolts on an RD are common standard sizes that you can replace with stainless.
Most of the applications are fine for stainless from a structural perspective so you don't have to worry about strength. If you are really particular, even the JIS ( the old Japanese Industrial Standard) sidecover bolts (look like Phillips head) can be had in stainless. You have some very nice parts there - you're going to have a very nice bike when you are done!
Most of the applications are fine for stainless from a structural perspective so you don't have to worry about strength. If you are really particular, even the JIS ( the old Japanese Industrial Standard) sidecover bolts (look like Phillips head) can be had in stainless. You have some very nice parts there - you're going to have a very nice bike when you are done!
DannyMotor
Blood, sweat and beers.
Yup! Doing a DIY zinc plating on the bits with no chrome on them. The clutch cover will use stainless allens as its what I prefer.
CarbsAndCylinders
Careful With That Axe Eugene
AimlessMoto said:Yup! Doing a DIY zinc plating on the bits with no chrome on them. The clutch cover will use stainless allens as its what I prefer.
What zinc kit are you using to do this?
DannyMotor
Blood, sweat and beers.
Home made... zinc flashing, old 6v battery charger, distilled vinegar and epsom salts... all you need. I use 6v to avoid worrying about amperage. Typically a 12v charger on 2a is the norm.
CarbsAndCylinders
Careful With That Axe Eugene
AimlessMoto said:Home made... zinc flashing, old 6v battery charger, distilled vinegar and epsom salts... all you need. I use 6v to avoid worrying about amperage. Typically a 12v charger on 2a is the norm.
Thanks, I would like to try that.
AimlessMoto said:Home made... zinc flashing, old 6v battery charger, distilled vinegar and epsom salts... all you need. I use 6v to avoid worrying about amperage. Typically a 12v charger on 2a is the norm.
Nice..this could come in handy for me as well...got any pics of your plating setup?
advCo said:Nice..this could come in handy for me as well...got any pics of your plating setup?
this, I tried once and it was a failure
DannyMotor
Blood, sweat and beers.
advCo said:Nice..this could come in handy for me as well...got any pics of your plating setup?
I will, once it's setup and ready to go.
A little bit of downer news today.
The machinist didn't have a bore-bar small enough to do a 2.5" cylinder...
I talked to him for about an hour about other steps to take, and how to do this... he said, because I'm removing less than .5 of a mm on once cylinder, and less than .2 of a mm on the other, that a hone-block with coarse stones will be fine.
The steps he gave me were to:
1- Take initial measurements of the bore.
2- Fit the piston (if possible) and use a feeler gage to get a starting point.
3- Mic the hone so that it's square top to bottom (80 grit stones).
4- Use lots of cutting oil, and don't exceed 600rpm on the tool.
5- Hone a small section of the bottom of the cylinder to gage how fast it will cut under medium pressure.
6- Hone the cylinder top to bottom, not allowing the stones to come out of either end.
7- Stop frequently, clean the bore, re-measure.
8- Once you're close to spec, swap out to finer grit stones (320), re-square the hone.
9- Medium pressure, full strokes for a few seconds.
10- Final pass needs to be slow speed, fast-pulls, dry, medium pressure to cut in the 45 degree hone.
Should be a fun time.
Is this guy going to chamfer the ports for you too?
Sent from my SAMSUNG-SM-G930A using DO THE TON mobile app
Sent from my SAMSUNG-SM-G930A using DO THE TON mobile app
DannyMotor
Blood, sweat and beers.
Im going to be doing ALL of the work myself... bore, hone and port chamfering.
DannyMotor
Blood, sweat and beers.
Have yet to bore the cylinders... just waiting on a day where I have nothing else going on so I'm not distracted.
Was able to get a TON of parts cleaned up-
Glass-Bead Blasted:
Headlight Housing
Wheels
Cases
Swingarm
foot pegs
passenger pegs
some of the really nasty parts of the frame (will be sanding the rest)
headlight mounts
triple trees
battery box
and a bunch of other doo-dads
Almost ready to start slinging paint on all the black stuff.
I was also able to separate the brake pistons from the cylinders... little compressed air and a rubber stopper sent the things hurtling across my garage... real fun.
Cleaning up the calipers getting them ready for paint, rebuild kits for the rear MC and both calipers are here, as well as a new crank o-ring, and some new stainless hardware.
The last thing to really "clean up" is some remaining hardware, but it's soaking in evaporust as we speak. That and cracking the halves on the engine.
Part of me really wants to get the bike back into a rolling-chassis before splitting the cases, just to clean up my shop a bit and not have so much clutter around. As it stands, my bike-bench is hardly usable because of all the hardware scattered about on it.
Was able to get a TON of parts cleaned up-
Glass-Bead Blasted:
Headlight Housing
Wheels
Cases
Swingarm
foot pegs
passenger pegs
some of the really nasty parts of the frame (will be sanding the rest)
headlight mounts
triple trees
battery box
and a bunch of other doo-dads
Almost ready to start slinging paint on all the black stuff.
I was also able to separate the brake pistons from the cylinders... little compressed air and a rubber stopper sent the things hurtling across my garage... real fun.
Cleaning up the calipers getting them ready for paint, rebuild kits for the rear MC and both calipers are here, as well as a new crank o-ring, and some new stainless hardware.
The last thing to really "clean up" is some remaining hardware, but it's soaking in evaporust as we speak. That and cracking the halves on the engine.
Part of me really wants to get the bike back into a rolling-chassis before splitting the cases, just to clean up my shop a bit and not have so much clutter around. As it stands, my bike-bench is hardly usable because of all the hardware scattered about on it.
DannyMotor
Blood, sweat and beers.
Made the last giant purchase today... tires, coils, paint, decals, and a bunch of odds and ends.
Also started bore-honing the cylinders. Got both started and matched to 65.20mm, time to take it slow and get them to spec. Only took about 15 minutes to take off .20mm!
Heres a few shots of the sandblasted parts as well.
Also started bore-honing the cylinders. Got both started and matched to 65.20mm, time to take it slow and get them to spec. Only took about 15 minutes to take off .20mm!
Heres a few shots of the sandblasted parts as well.
Attachments




DannyMotor
Blood, sweat and beers.
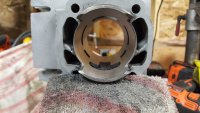
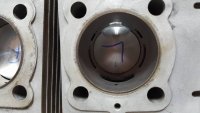
Cylinders are finally done!
A .0020" feeler pinches, and a .0010" slides right in... took some measurements with the dial-bore gage and the cylinders are within .0005 of each other, and within about .0013-.0016 to the pistons. Ring gap is spot-on at .011" on the right and .013" on the left. Not too bad. The cylinders are also dead-round now.
Chamfered the ports with an angled file, and everything is smooth to the touch. Top of the piston at the head has .0020" of clearance.
I figure the rings are going to chew a little of the cylinder away during break-in.. at least smoothing out the hone a little, so tighter would be a little better.
Hopefully with a dino-oil break in and running synthetic for the rest of it's life I'll get another 10-15k out of this top end.
Here are some pics.
A .0020" feeler pinches, and a .0010" slides right in... took some measurements with the dial-bore gage and the cylinders are within .0005 of each other, and within about .0013-.0016 to the pistons. Ring gap is spot-on at .011" on the right and .013" on the left. Not too bad. The cylinders are also dead-round now.
Chamfered the ports with an angled file, and everything is smooth to the touch. Top of the piston at the head has .0020" of clearance.
I figure the rings are going to chew a little of the cylinder away during break-in.. at least smoothing out the hone a little, so tighter would be a little better.
Hopefully with a dino-oil break in and running synthetic for the rest of it's life I'll get another 10-15k out of this top end.
Here are some pics.
Attachments
-
 19665392_10100374324752627_7672962653925180844_n.jpg60.7 KB · Views: 242
19665392_10100374324752627_7672962653925180844_n.jpg60.7 KB · Views: 242 -
 19702363_10100374324652827_1635960976211189935_n.jpg68.3 KB · Views: 239
19702363_10100374324652827_1635960976211189935_n.jpg68.3 KB · Views: 239 -
 19732038_10100374324812507_7456693105513325825_n.jpg58.9 KB · Views: 238
19732038_10100374324812507_7456693105513325825_n.jpg58.9 KB · Views: 238 -
 19884097_10100374324777577_1606903449154931972_n.jpg56.7 KB · Views: 236
19884097_10100374324777577_1606903449154931972_n.jpg56.7 KB · Views: 236 -
 19732218_10100374324702727_5357065278359802466_n.jpg84.1 KB · Views: 239
19732218_10100374324702727_5357065278359802466_n.jpg84.1 KB · Views: 239


