Build Updates:
Stage 4 - 2/10/15
Starting with bristle board, we traced the original tank bottom and created a drawing of the side profile of the tank that we wanted to replace it with. The customer gave us freedom to use our imaginations and come up with a design that we felt would suit the look he was going for. Then we made a bottom plate with MDF and two MDF copies of the side profile drawing of the tank. These would be used as the basis for our MDF buck. The bottom plate of the buck is cut in half and one of each of the side profile MDF copies would be attached at a 90 degree angle to create the center line of the buck. This makes it so that our buck has two halves that can be clamped together to create the overall shape of the gas tank.
The next step was to create ribs which would define the volume shape of each side. To ensure symmetry, we drew one section at a time and traced it onto two pieces of MDF that had been screwed together so when it was cut, it resulted in two identical pieces. They were cleaned on the belt sander before we separated the two pieces. Next we drilled holes while the two pieces were still together to be able to clamp the metal to the buck and to allow us to look through and see if the sheet metal lined up properly with the contour of the buck behind it. These were glued and screwed in place, and then we moved to the next section. We repeated this process until we had an overall view of what the tank would look like. When choosing where each rib would be located on the buck, we kept in mind where the weld seams in the aluminum would be. For instance, where the shape changes dramatically, there will most likely be a seam in that place. The shape of the tank determines placement of the seams. We placed the ribs at the seams so they would be supported when we tacked the aluminum sheets together.
Once the buck was completed, we used bristle board to make detailed templates of each piece of aluminum we were going to use. We tacked on the template pieces to the buck until one side was covered. Then we traced each one twice on the aluminum so we had two pieces of each shape, one for the left and one for the right side of the tank. It’s a good idea to label these and each side of the buck to match to make sure you bend each piece to curve in the right direction. We separate the left and right side of the buck and placed them beside each other with the pieces of aluminum labeled in the appropriate spot beside each buck. When doing this, it is a good idea to go piece by piece, alternating as you go. For example, if you start at the front on the right buck, you probably want to do the left front piece next that corresponds with that on the tank. If it’s a convex or concave part, begin by hitting it with a hammer on a leather bag full of lead shot until it has the right curve, then use the English wheel to smooth out the hammer marks. Each time you do something to the piece, hold it up to the buck to see how it fits and choose the next step to make it fit more precisely. A good example of why you should work on two corresponding pieces at the same time is because if you have to make adjustments to one side, such as shrinking the edge, you can immediately do the same thing to the other side ensuring each one was worked the same way and keeping consistency on both sides. We worked the metal pieces until they fit and covered both sides of the buck, then we clamped each piece on as we finished them. Once they were all the right shape, we tacked them all together. Then we clamped/screwed the buck back together and tacked the two sides of the the aluminum tank together. It is important to make sure you tack all your pieces together before welding any seems because welding causes pieces to warp due to the shrinking of the metal. On that note, weld seams in lengths that correspond with each other on both sides, much like the alternating shaping of the aluminum sheet. Once we welded the whole top on the outside, we took it off the buck and welded the seams from the inside to ensure full penetration and prevent any leaking of gasoline.
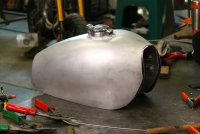
Stage 5 - 2/27/15
The next step was to make a channel piece that will attach to the frame and go through the tank so the tank can properly fit onto the bike. We gauged where the petcock was going to be a create vents and crossover that will allow gas to move from one side of the tank to the other while the bike is on it’s side kickstand. This was done separately from the tank and will be added on after so we can weld the inside and outside of the tank and all the attachments. After this is finished, we will test fit the tank top on the bike with the channel, tack it together, and weld the seams until we have a completed, enclosed form. This will be a good time to test for leaks using air pressure. Once it’s pressure tested, we begin finishing (filing, sanding, and polishing). Next we are making a box for underneath the seat that will hold the electrical components.
Please view the link to this blog here: http://bedlamwerks.com/blog/83-buildprogress1

")