Re: 1962 BSA DBD34 Gold Star restoration (motor build)
"Work, the curse of the wrenching class..." I ended up working both my days off this week but found time last night to wrench. Here is the lower motor with lots of photos:
Time to button up the bottom end. I dry fitted the crankcase ends together, measured for endfloat and there was no need to shim. Next I opened the cases again (hopefully the last time for a long, long time) and smeared a thin layer of semi-drying Yamabond sealer, bolted each half together and checked the endfloat of the crank again. All good.


Say goodbye to my little friend..


Next, I inverted the motor and installed the oil pump, drive spindle, holder, gaskets, filter etc,



I warmed the crank shaft drive spindle slightly and pressed it over the end of the crankshaft and key. It went together easily and it is so nice to work with precision made parts. I check all the rotation of the crank, spindle and oil pump and all is good.
My exhaust camshaft is new from Phil Pearson, but my intake camshaft is used and although the lobe is good, the outer wheel had a bit of corrosion, so it was hard to see the timing mark. I double checked, compared and transfered the mark from my old, worn intake cam. I deepened the timing mark with a dremel wheel and give it a dab of paint to make timing easier in the future.

Next I set the crankshaft at Top Dead Center and lined up the camshaft timing marks to the crankshaft.

I then finished up the timing side with the outer plate, oil feed and seals.

I also installed the magdyno pinion and new seal, but will need to open this back up and install the washer and bolt once my mag is rebuild ($400 later).
Next, I set the end gap of the piston rings.

I placed the top and second rings one inch down from the top of the cylinder and measured the gap with a feeler gauge.

The piston came with a formula sheet to calculate the proper top and second ring gap and it worked out to be .015 for the top and .018 for the second rings. I filed the top ring slightly to get the correct gap, but the second was good.
Next, I carefully slipped the rings on to the piston and aligned the gaps to the suggestion orientation.

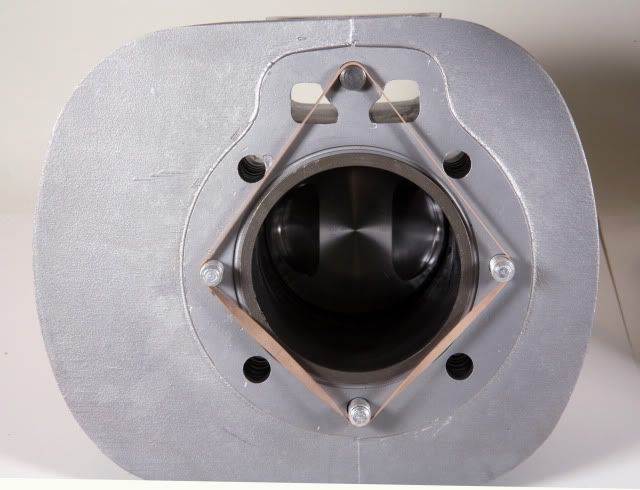
I then compressed my rings with a high-tec specialty service tool (a hose clamp from the hardware store) and oiled and feed the piston and rings into the base of the cylinder. I find it easier to do it this way rather than trying to drop the cylinder on to the piston while attached to the con rod.

The cylinder bolts were installed next.

I stopped here because I am waiting for one special sized washer for the cylinder head bolt. The cylinder head bolts slide upwards from the cylinder and need to go in before I match the cylinder barrel to the bottom end.
Starting to look like a motor and should make more progress at the end of the week.

"Work, the curse of the wrenching class..." I ended up working both my days off this week but found time last night to wrench. Here is the lower motor with lots of photos:
Time to button up the bottom end. I dry fitted the crankcase ends together, measured for endfloat and there was no need to shim. Next I opened the cases again (hopefully the last time for a long, long time) and smeared a thin layer of semi-drying Yamabond sealer, bolted each half together and checked the endfloat of the crank again. All good.
Say goodbye to my little friend..
Next, I inverted the motor and installed the oil pump, drive spindle, holder, gaskets, filter etc,
I warmed the crank shaft drive spindle slightly and pressed it over the end of the crankshaft and key. It went together easily and it is so nice to work with precision made parts. I check all the rotation of the crank, spindle and oil pump and all is good.
My exhaust camshaft is new from Phil Pearson, but my intake camshaft is used and although the lobe is good, the outer wheel had a bit of corrosion, so it was hard to see the timing mark. I double checked, compared and transfered the mark from my old, worn intake cam. I deepened the timing mark with a dremel wheel and give it a dab of paint to make timing easier in the future.
Next I set the crankshaft at Top Dead Center and lined up the camshaft timing marks to the crankshaft.
I then finished up the timing side with the outer plate, oil feed and seals.
I also installed the magdyno pinion and new seal, but will need to open this back up and install the washer and bolt once my mag is rebuild ($400 later).
Next, I set the end gap of the piston rings.
I placed the top and second rings one inch down from the top of the cylinder and measured the gap with a feeler gauge.
The piston came with a formula sheet to calculate the proper top and second ring gap and it worked out to be .015 for the top and .018 for the second rings. I filed the top ring slightly to get the correct gap, but the second was good.
Next, I carefully slipped the rings on to the piston and aligned the gaps to the suggestion orientation.
I then compressed my rings with a high-tec specialty service tool (a hose clamp from the hardware store) and oiled and feed the piston and rings into the base of the cylinder. I find it easier to do it this way rather than trying to drop the cylinder on to the piston while attached to the con rod.
The cylinder bolts were installed next.
I stopped here because I am waiting for one special sized washer for the cylinder head bolt. The cylinder head bolts slide upwards from the cylinder and need to go in before I match the cylinder barrel to the bottom end.
Starting to look like a motor and should make more progress at the end of the week.
")