
MotoMadness
Coast to Coast
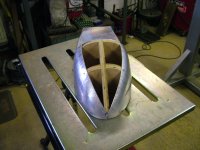
Re: 3003 Ally Tank T500 (Finally Started)
Just watch out if your going to use fiberglass on that foam at all as the resin or most type of Bondo reacts to it and bubbles up haha
Just watch out if your going to use fiberglass on that foam at all as the resin or most type of Bondo reacts to it and bubbles up haha



")




