
We noticed you are blocking ads. DO THE TON only works with community supporters. Most are active members of the site with small businesses. Please consider disabling your ad blocking tool and checking out the businesses that help keep our site up and free.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
CB350 Built by a teen (Weld Now, Grind Later)
- Thread starter Rocan
- Start date



Re: CB350 Built by a teen (Millin' and billdin')
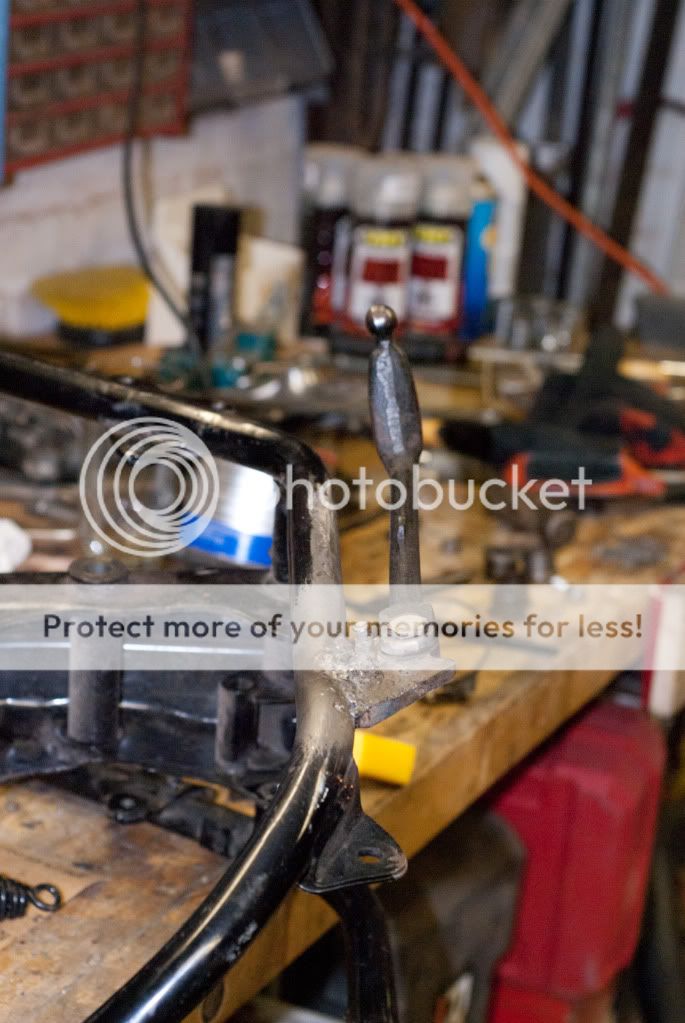
oh yeah, the weld on that kickstand looks way worse then it actually is. the back side (where no one will see it) is a perfect bead. the front looked good, but i blew a tiny hole through which became a BIG hole, and by the time i got it all patched up it looked like that. thats the original side stand cut off, and then welded to a bracket I made to make it all work. it was moved forward from the stock position.
oh yeah, the weld on that kickstand looks way worse then it actually is. the back side (where no one will see it) is a perfect bead. the front looked good, but i blew a tiny hole through which became a BIG hole, and by the time i got it all patched up it looked like that. thats the original side stand cut off, and then welded to a bracket I made to make it all work. it was moved forward from the stock position.
crazypj
Split personality, I fake being smart
Re: CB350 Built by a teen (Millin' and billdin')
You only polish the ends so the rubber slides easier.
The rest of your tools stay shiny if you keep using them
Rocan said:polish my tire levers... oh god, if I start with one tool, I'll have to do them all!
You only polish the ends so the rubber slides easier.
The rest of your tools stay shiny if you keep using them
Re: CB350 Built by a teen (Millin' and billdin')
haha, yeah I figured that. I hit them quickly with some 400 grit greaseless compound, not truly buffed, but a nice satin "brushed" finish on the ends.
so for those who are wondering... the tracy body will need some work to get fitting. besides widening the tunnel and relocating the petcocks, I'll need to widen the seat at the area where the backbone widens into the seat. Or should I narrow the frame? narrowed frame would look better, but I can't decide if its easier to mess with the fiber or mess with the metal...
crazypj said:You only polish the ends so the rubber slides easier.
The rest of your tools stay shiny if you keep using them
haha, yeah I figured that. I hit them quickly with some 400 grit greaseless compound, not truly buffed, but a nice satin "brushed" finish on the ends.
so for those who are wondering... the tracy body will need some work to get fitting. besides widening the tunnel and relocating the petcocks, I'll need to widen the seat at the area where the backbone widens into the seat. Or should I narrow the frame? narrowed frame would look better, but I can't decide if its easier to mess with the fiber or mess with the metal...
Re: CB350 Built by a teen (Millin' and billdin')
tunnel on it is too narrow to fit over the stamped cb350 frame. i figure fiberglass mods is best.
the place where the frame is too wide is where the body is narrowest... thats where I'm considering cutting out a part of the frame (half inch on either side) and welding in a new piece of frame.
Big Rich said:David, where exactly is the Tracy rubbing at? If it's a coil mount or something similar, I would mod the frame.
tunnel on it is too narrow to fit over the stamped cb350 frame. i figure fiberglass mods is best.
the place where the frame is too wide is where the body is narrowest... thats where I'm considering cutting out a part of the frame (half inch on either side) and welding in a new piece of frame.
Re: CB350 Built by a teen (Millin' and billdin')
its strength wouldnt be compromised... seating area would be narrowed and re welded, if anything it would get stiffer as the difference between the sides would be smaller.
revheadgl said:No, dont do that, these old frames need metal added not removed. If you do that you will seriously be weakening an already flimsy frame. Best to cut out the tank and 'glass it to fit.
its strength wouldnt be compromised... seating area would be narrowed and re welded, if anything it would get stiffer as the difference between the sides would be smaller.
crazypj
Split personality, I fake being smart
Re: CB350 Built by a teen (Millin' and billdin')
Run tubes around engine to steering head. (make it a part perimeter frame, from swing arm pivot to headstock, it's been done before)
CB350 frame isn't very good when you push it.
That's why there are so many modifications done to the racer bikes, some don't look anything like a CB350 frame (some are not 350 frames ;D )
Run tubes around engine to steering head. (make it a part perimeter frame, from swing arm pivot to headstock, it's been done before)
CB350 frame isn't very good when you push it.
That's why there are so many modifications done to the racer bikes, some don't look anything like a CB350 frame (some are not 350 frames ;D )
Re: CB350 Built by a teen (Millin' and billdin')
got some really helpful welding lessons today... was laying down beads smoother then I ever have before. got tons to read up on/practice though. Now I wish I had TIG though... oh well. also got a bunch of 9018 rod (over 100,000psi tensile strength... cant even buy it in stores!) which I can't even use as its DC only (I mean, I could get it to light up using AC at 200 amps on 3/32 rod, but it just wouldn't penetrate)
no progress on bike, nothing to do until gaskets for motor come in so I can build/ put motor in frame for final mock ups before paint. leaving to malta on the 12th, so itll have to wait till i come back (boo!). haven't hacked up the tracy body yet, waiting till AD Pete has some free time to pop by, drink all my beer, and grant me a few moments of his composite godliness.
got some really helpful welding lessons today... was laying down beads smoother then I ever have before. got tons to read up on/practice though. Now I wish I had TIG though... oh well. also got a bunch of 9018 rod (over 100,000psi tensile strength... cant even buy it in stores!) which I can't even use as its DC only (I mean, I could get it to light up using AC at 200 amps on 3/32 rod, but it just wouldn't penetrate)
no progress on bike, nothing to do until gaskets for motor come in so I can build/ put motor in frame for final mock ups before paint. leaving to malta on the 12th, so itll have to wait till i come back (boo!). haven't hacked up the tracy body yet, waiting till AD Pete has some free time to pop by, drink all my beer, and grant me a few moments of his composite godliness.
crazypj
Split personality, I fake being smart
Re: CB350 Built by a teen (Millin' and billdin')
what do you want 9018 for?
Did you make sure it's dry? (stick it in oven when everyone is out") )
)
You can also pre heat it to make welding easier
I use 7018, that will burn in nice as low as 20 amps (3/32") and is plenty strong enough for the mild steel frame
I had to go on Welding Web and look up 9018.
Probably not a good idea to use it on mild steel as it has extra chrome in it which could cause base metal to crack
I pulled this off there
Re: 9018 rod ?'s General description of the numbering for SMAW (stick) electrodes for carbon steels:
First two digits (or three digits in 5 digit numbers) are the minimum tensile strength in 1000's of PSI. 7018 is 70000PSI minimum. 6010 is 60000PSI minimum. And so on
Third digit specifies allowable positions for welding. If a rod is used in an positions not intended, the properties are likely not going to meet spec. Generally, it is pretty tough to achieve even a decent weld in in an improper position. Most common are a 1, all position (ex: 6010, 7018, etc), and 2 is flat of horizontal. The most common '2' is 7024, often called jet rod. VERY fast fill, available in large sizes, high current, smooth, easy. I can sleep running these flat.
Last digit specifies the flux composition. (see the referenced chart for details.) There isn't 100% consistency in this digit between position classes, and in many charts, the last two are listed together.
The addendum (such as B3 or C1 or B3L or....) specifies additional alloying elements. These are defined in the AWS standards, and there is a wide variety of designators. These are common to all of the carbon steel electrode types (mostly), but there are a few that are special to a particular type.
One addendum that is useful to know for 7018 is the -1 (7018-1). This specifies that the filler meets specified notch hardness requirements at lower temperature then standard 7018 (-50degF rather than -20degF)
Low hydrogen rods also have a diffusable hydrogen specification. 7018H4 means that properly stored and used rods will have at most 4ml diffusable hydrogen per 100g of weld deposit. This is very important in situations where hydrogen induced cracking is an issue (kindergarten summary is thick sections, higher carbon steels, and certain alloy steels)
Other filler metal types (stainless, aluminum) have different schemes that meet the special properties and requirements of these materials.
Note that many of the carbon steel alloys contain chromium, manganese in moderate levels, and other alloy elements that are hazardous, and care must be taken to avoid breathing the fumes. Low exposures are generally not an issue for most of these, but routine exposure is.Protect yourself. Good ventilation (and an appropriate, properly fit respirator, if needed) is your friend.
References:
http://www.lincolnelectric.com/knowl...sification.asp
(a few questionable things, but mostly correct) http://stickweld.com/electrode/what-...ding-rod-mean/
(has a list of many common fillers and the AWS and ASME specs for them, with F and A numbers) http://engstandards.lanl.gov/esm/wel...7-Att.1-R1.pdf
what do you want 9018 for?
Did you make sure it's dry? (stick it in oven when everyone is out
)You can also pre heat it to make welding easier
I use 7018, that will burn in nice as low as 20 amps (3/32") and is plenty strong enough for the mild steel frame
I had to go on Welding Web and look up 9018.
Probably not a good idea to use it on mild steel as it has extra chrome in it which could cause base metal to crack
I pulled this off there
enlpck 
| Join Date: Jan 2004 Location: The armpit of NJ Posts: 933 |
First two digits (or three digits in 5 digit numbers) are the minimum tensile strength in 1000's of PSI. 7018 is 70000PSI minimum. 6010 is 60000PSI minimum. And so on
Third digit specifies allowable positions for welding. If a rod is used in an positions not intended, the properties are likely not going to meet spec. Generally, it is pretty tough to achieve even a decent weld in in an improper position. Most common are a 1, all position (ex: 6010, 7018, etc), and 2 is flat of horizontal. The most common '2' is 7024, often called jet rod. VERY fast fill, available in large sizes, high current, smooth, easy. I can sleep running these flat.
Last digit specifies the flux composition. (see the referenced chart for details.) There isn't 100% consistency in this digit between position classes, and in many charts, the last two are listed together.
The addendum (such as B3 or C1 or B3L or....) specifies additional alloying elements. These are defined in the AWS standards, and there is a wide variety of designators. These are common to all of the carbon steel electrode types (mostly), but there are a few that are special to a particular type.
One addendum that is useful to know for 7018 is the -1 (7018-1). This specifies that the filler meets specified notch hardness requirements at lower temperature then standard 7018 (-50degF rather than -20degF)
Low hydrogen rods also have a diffusable hydrogen specification. 7018H4 means that properly stored and used rods will have at most 4ml diffusable hydrogen per 100g of weld deposit. This is very important in situations where hydrogen induced cracking is an issue (kindergarten summary is thick sections, higher carbon steels, and certain alloy steels)
Other filler metal types (stainless, aluminum) have different schemes that meet the special properties and requirements of these materials.
Note that many of the carbon steel alloys contain chromium, manganese in moderate levels, and other alloy elements that are hazardous, and care must be taken to avoid breathing the fumes. Low exposures are generally not an issue for most of these, but routine exposure is.Protect yourself. Good ventilation (and an appropriate, properly fit respirator, if needed) is your friend.
References:
http://www.lincolnelectric.com/knowl...sification.asp
(a few questionable things, but mostly correct) http://stickweld.com/electrode/what-...ding-rod-mean/
(has a list of many common fillers and the AWS and ASME specs for them, with F and A numbers) http://engstandards.lanl.gov/esm/wel...7-Att.1-R1.pdf
Re: CB350 Built by a teen (Millin' and billdin')
I didn't particularly want the 9018; he gave it to me to fuck around with. its a damn hard rod to weld with, but would probably do a lot better using DC and probably work better on harder steel.
its definitely dry; came in sealed bags in airtight(ish) cases.
in the end though... 7018... just LOVE that rod. I'm curious how your welding it at 20 amps though!
p.s. i already have all that info in my awesome new booklets! WOOH!
I didn't particularly want the 9018; he gave it to me to fuck around with. its a damn hard rod to weld with, but would probably do a lot better using DC and probably work better on harder steel.
its definitely dry; came in sealed bags in airtight(ish) cases.
in the end though... 7018... just LOVE that rod. I'm curious how your welding it at 20 amps though!
p.s. i already have all that info in my awesome new booklets! WOOH!
crazypj
Split personality, I fake being smart
Re: CB350 Built by a teen (Millin' and billdin')
20A DC or 35~40A AC ;D
I just checked, they are 1/16" not 3/32"
I bought a Sears Craftsman AC/DC welder about 10 yrs ago, wanted a TIG but couldn't afford $2,000 +
At the time there was a high frequency inverter available to convert it but I found I didn't need TIG and bought Oxy/DA
20A DC or 35~40A AC ;D
I just checked, they are 1/16" not 3/32"
I bought a Sears Craftsman AC/DC welder about 10 yrs ago, wanted a TIG but couldn't afford $2,000 +
At the time there was a high frequency inverter available to convert it but I found I didn't need TIG and bought Oxy/DA
Re: CB350 Built by a teen (Millin' and billdin')
ahhh, I could see 20A DC with a 1/16 if you preheat it. that makes a lot more sense. I have wanted to buy an Oxy kit for a while, but the only uses I would have would be for welding exhaust tubing, and I probably wont do that all too much. though I suppose it would work well for filling holes in the frame tubing...
ahhh, I could see 20A DC with a 1/16 if you preheat it. that makes a lot more sense. I have wanted to buy an Oxy kit for a while, but the only uses I would have would be for welding exhaust tubing, and I probably wont do that all too much. though I suppose it would work well for filling holes in the frame tubing...
Re: CB350 Built by a teen (Millin' and billdin')
fffuuuu.... went to start motor build, remembered I need to borrow valve compressor to put valves back on >,>
Also... little tip... if anyone loses the little rubber pieces that hold the cam chain tensioner pin, you can make one out of a similarly sized nut, using a grinding wheel.
fffuuuu.... went to start motor build, remembered I need to borrow valve compressor to put valves back on >,>
Also... little tip... if anyone loses the little rubber pieces that hold the cam chain tensioner pin, you can make one out of a similarly sized nut, using a grinding wheel.
boomshakalaka
Over 1,000 Posts
Re: CB350 Built by a teen (Millin' and billdin')
psh.. you can use Oxy for a ton of stuff. How do you think coach work was done on exotic aluminum bodied sports cars that predated TIG? Is it easy? No. But neither is TIG.
Rocan said:ahhh, I could see 20A DC with a 1/16 if you preheat it. that makes a lot more sense. I have wanted to buy an Oxy kit for a while, but the only uses I would have would be for welding exhaust tubing, and I probably wont do that all too much. though I suppose it would work well for filling holes in the frame tubing...
psh.. you can use Oxy for a ton of stuff. How do you think coach work was done on exotic aluminum bodied sports cars that predated TIG? Is it easy? No. But neither is TIG.



