I recently picked up three project bikes, two quite ratty (a CL100 and a CL350). As I am disassembling them to make slightly less ratty I am dropping all of the rusty nuts and bolts into evaporust to clean the rust off. I am trying to decide if black oxide treatment after that would take after evaporust. I dont have a blast cabinet and wanted to see if anyone has done this and how were your results? I am looking at the Eastwood kit.
We noticed you are blocking ads. DO THE TON only works with community supporters. Most are active members of the site with small businesses. Please consider disabling your ad blocking tool and checking out the businesses that help keep our site up and free.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Black Oxide for Bolts after Evaporust?
- Thread starter Kags1969
- Start date
I'm all for restoring and reusing parts, but bolts are cheap ")
If you can find the Honda Parts Manual, their parts numbers clearly provide the metric size of every bolt on the bike. When I did my CB550F I made a database of all the nuts and bolts and washers and replaced most of them on the bike with stainless socket cap etc.
If you can find the Honda Parts Manual, their parts numbers clearly provide the metric size of every bolt on the bike. When I did my CB550F I made a database of all the nuts and bolts and washers and replaced most of them on the bike with stainless socket cap etc.
SS ain't cheap but it's really the way to go unless you are trying to do a strict restoration.I'm all for restoring and reusing parts, but bolts are cheap
If you can find the Honda Parts Manual, their parts numbers clearly provide the metric size of every bolt on the bike. When I did my CB550F I made a database of all the nuts and bolts and washers and replaced most of them on the bike with stainless socket cap etc.
wfo speedracer
Been Around the Block
Black oxide will still rust , you need some kind od zinc or phosphate coating , I do jet ski repair and have buckets of stainless steel bolts so I mostlt use stainless steel on everything.SS ain't cheap but it's really the way to go unless you are trying to do a strict restoration.
TresCuatros
Active Member
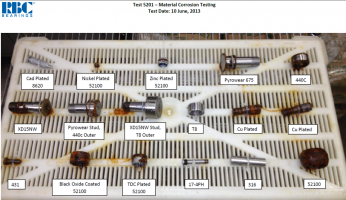
I refer to RBC Bearing's test when thinking of material and coatings for corrosion prevention.
To quote the setup,
"1.0 Testing Procedures
Testing was conducted by Dayton T. Brown test facility in Bohemia, New York. The testing was done in accordance with RTCA/DO-160G, section 14.3.6.7 Performance of the Severe Salt Fog test (Category T), with one modification done to the duration of testing. The parts were supported in a chamber and exposed to a salt fog. The parts were exposed for 48 hours and then dried in ambient temperature for 24 hours. The exposure and drying cycles were repeated three times for a total of four (4) 48-hour exposure cycles and four (4) 24-hour drying cycles, 288 hours in total."
To quote the setup,
"1.0 Testing Procedures
Testing was conducted by Dayton T. Brown test facility in Bohemia, New York. The testing was done in accordance with RTCA/DO-160G, section 14.3.6.7 Performance of the Severe Salt Fog test (Category T), with one modification done to the duration of testing. The parts were supported in a chamber and exposed to a salt fog. The parts were exposed for 48 hours and then dried in ambient temperature for 24 hours. The exposure and drying cycles were repeated three times for a total of four (4) 48-hour exposure cycles and four (4) 24-hour drying cycles, 288 hours in total."