We noticed you are blocking ads. DO THE TON only works with community supporters. Most are active members of the site with small businesses. Please consider disabling your ad blocking tool and checking out the businesses that help keep our site up and free.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
A Kiwi build from scratch
- Thread starter kiwiguy
- Start date
kiwiguy
Been Around the Block
Cheers Weasel, they have taken some time for sure. Im looking forward to seeing your lowers back from the coaters, might have to strip my front end apart and send the lowers in for treatment alsoWeasel said:That's a lot of work. Looks good.

kiwiguy
Been Around the Block
Back to the build, (I dont know how you can add pictures and then text then more pictures, so I will have to do it as separate posts)
Anyway, axles. I got back home from holiday, had a tap and die ordered and hadn't turned up. Found out it got delivered to number 22, not 2. Only problem is they were on holiday also. Dramas, anyway got it all sorted and now have them.
Anyway, axles. I got back home from holiday, had a tap and die ordered and hadn't turned up. Found out it got delivered to number 22, not 2. Only problem is they were on holiday also. Dramas, anyway got it all sorted and now have them.
Attachments

kiwiguy
Been Around the Block





Tune-A-Fish
BOTM LOSER Proudly Deplorable
Tune-A-Fish
BOTM LOSER Proudly Deplorable
kiwiguy said:I dont know how you can add pictures and then text then more pictures, so I will have to do it as separate posts)
Best way really is to use the Tap Talk app to upload images from phone, you can add text between and then if you want edit in the site. If using a digitcam you can build a "my album" site her just click Gallery under the banner and setup your personal gallery.
redwillissuperman
Keep it simple- engine, wheels, bars
Truly, anything in tension like an axle or bolt, should be one piece. If the factory could get away with two-piece, they would have.
Tune-A-Fish
BOTM LOSER Proudly Deplorable
redwillissuperman said:Truly, anything in tension like an axle or bolt, should be one piece. If the factory could get away with two-piece, they would have.
Meh, that axle welded as shown would be fine, the weld will be in the bearing and swingarm location fully supported. Unless he can swage the end like factory I would loose zero sleep welding it chuck it up and turn it to spec. Wonder if he can cold forge the other end or will he weld a chunk of drilled flat stock up :
")
kiwiguy
Been Around the Block
Cheers Tuna, will try the tap a talk thing next time and see how I go.
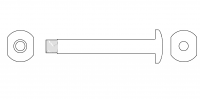
You could weld these together if it was last resort, but I would prefer to keep it one piece. I will turn down some ends from the 46mm round bar stock I got for the swingarm spigots. this will make the shoulder of the bolt, and will go and buy a 20mm castle nut. The OE axles are 18mm, which I would have liked to keep for numerous reasons, but the ID of this tube dictates otherwise, I wasnt to happy with the amount of material that would have been left after machining and cutting the thread, so have opted to go to 20mm
You could weld these together if it was last resort, but I would prefer to keep it one piece. I will turn down some ends from the 46mm round bar stock I got for the swingarm spigots. this will make the shoulder of the bolt, and will go and buy a 20mm castle nut. The OE axles are 18mm, which I would have liked to keep for numerous reasons, but the ID of this tube dictates otherwise, I wasnt to happy with the amount of material that would have been left after machining and cutting the thread, so have opted to go to 20mm
Tune-A-Fish
BOTM LOSER Proudly Deplorable
johnu said:Nice work mate! I assume the axles is hollow right? Why would you need to splice a piece on the the end and not just turn it down to the required dia? Maybe I missed something (very possible
Go back a page, the scab is my doing... The sock axle has a swaged end.

Tune-A-Fish said:Meh, that axle welded as shown would be fine, the weld will be in the bearing and swingarm location fully supported. Unless he can swage the end like factory I would loose zero sleep welding it chuck it up and turn it to spec. Wonder if he can cold forge the other end or will he weld a chunk of drilled flat stock up :
I have actually done this and totally agree; also think it not merely bomb proof, but overkill after doing the job. I admit to being confused though - Can you not simply machine the end? Or is it a tube and the threaded section too small a diameter? Regardless, as long as the weld is good, there should be no issue. You could make the axle out of some pretty crappy material and it would still have plenty of shear capacity, and the welding would have to be pretty awful to not be able to provide sufficient clamping pressure, which is really the more important part. The quality of the assembled elements and sufficient clamping pressure is critical to get the most structural value from the assembly.
Edit - never mind - re read a couple of posts.
kiwiguy
Been Around the Block
yeah mate, axle is hollow. it has a larger ID than the OE axle, so have opted for the 20mm thread vs 18mmjohnu said:Nice work mate! I assume the axles is hollow right? Why would you need to splice a piece on the the end and not just turn it down to the required dia? Maybe I missed something (very possible
Attachments

kiwiguy
Been Around the Block
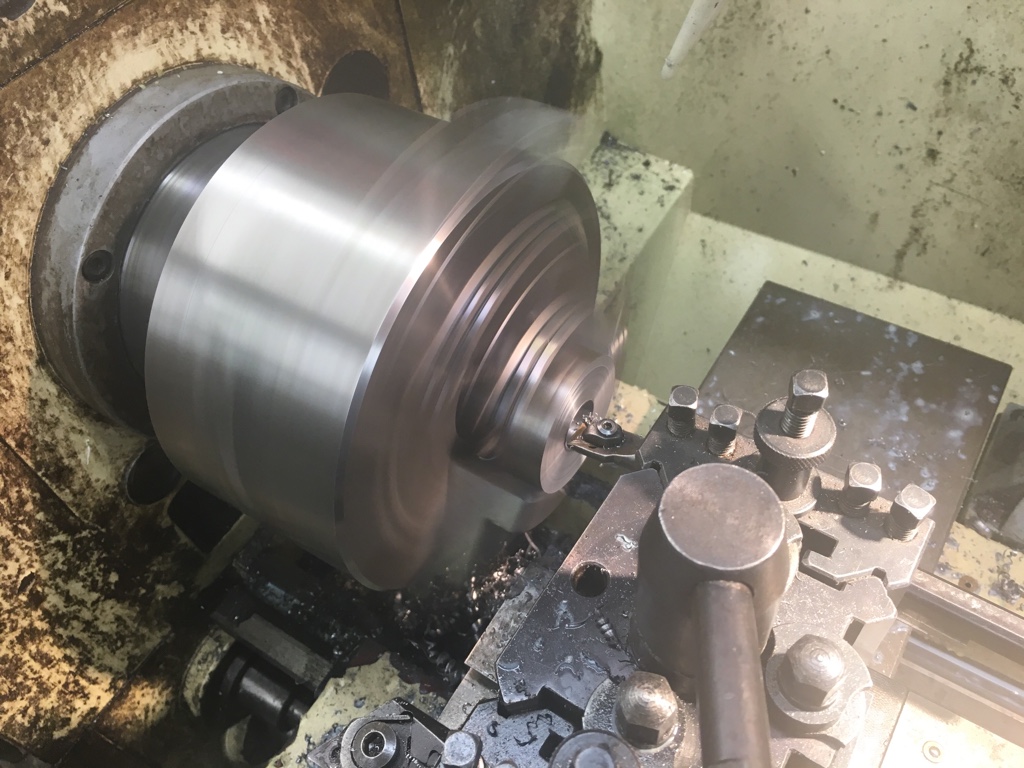
sorry mate, think were both a bit lost here. the two axle sections are only what I have got up to. I still require to machine the ends off (from what was held in the lathe) and I will put threads either end, one will be the bolt end as normal (take the nut etc) and the other will have a piece of bar stock machined down, threaded and bolted on and then welded and re machined to resemble a 1 piece OE axle. hope this makes sense.jpmobius said:I have actually done this and totally agree; also think it not merely bomb proof, but overkill after doing the job. I admit to being confused though - Can you not simply machine the end? Or is it a tube and the threaded section too small a diameter? Regardless, as long as the weld is good, there should be no issue. You could make the axle out of some pretty crappy material and it would still have plenty of shear capacity, and the welding would have to be pretty awful to not be able to provide sufficient clamping pressure, which is really the more important part. The quality of the assembled elements and sufficient clamping pressure is critical to get the most structural value from the assembly.
Edit - never mind - re read a couple of posts.
Attachments
kiwiguy
Been Around the Block
above my tooling and skill levels for that I feelTune-A-Fish said:Go back a page, the scab is my doing... The sock axle has a swaged end.
Tune-A-Fish
BOTM LOSER Proudly Deplorable
Mang... you know what your doing, I had an idea and should of kept it to myself.
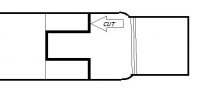
So I have another and here it is: Could you duplicate the end (stop end) "shape" of the factory axle from the bolt you intend to use, thread it on chuck it up low speed and weld the inside rad then while in the lathe trim it up nice like no weld process happened. This I think has a round end with two flat spots that mate with the adjuster block yes? You could step mushroom it for a factory works look
So I have another and here it is: Could you duplicate the end (stop end) "shape" of the factory axle from the bolt you intend to use, thread it on chuck it up low speed and weld the inside rad then while in the lathe trim it up nice like no weld process happened. This I think has a round end with two flat spots that mate with the adjuster block yes? You could step mushroom it for a factory works look
Tune-A-Fish
BOTM LOSER Proudly Deplorable
If I had a lathe I would make parts for shit I don't even have ???
kiwiguy
Been Around the Block
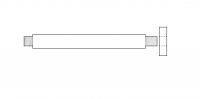
I think were on the same page, this is what the axle should look like when finished.Tune-A-Fish said:Mang... you know what your doing, I had an idea and should of kept it to myself.
So I have another and here it is: Could you duplicate the end (stop end) "shape" of the factory axle from the bolt you intend to use, thread it on chuck it up low speed and weld the inside rad then while in the lathe trim it up nice like no weld process happened. This I think has a round end with two flat spots that mate with the adjuster block yes? You could step mushroom it for a factory works look