I used some freeze spray and a heat gun to help with the installation of the tapered steering head bearings and the custom bronze swingarm bushings. It seemed to help and worked pretty well!
We noticed you are blocking ads. DO THE TON only works with community supporters. Most are active members of the site with small businesses. Please consider disabling your ad blocking tool and checking out the businesses that help keep our site up and free.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Ton up SR250: 100mph, 100kg, 30hp
- Thread starter JadusMotorcycleParts
- Start date




Then painted two coats of Rust-Oleum Combicolor (as suggested by a few of you!) by hand with a paint brush. This paint is great and I am happy with the result - the hand done look. I will be trying to achieve this with a few other parts too - like sanding some of the aluminium parts and leaving light sanding marks. It will be a nice touch I think to a bike with quite a few CNC parts.
Attachments


Then it was time to make those fork emulators fit the SR's damping rods... I don't have a lathe but could have outsourced the job. But then I thought that this kind of job does not need to be too accurate, they just need to fit. So I used a battery drill and a file as a makeshift lathe 
Attachments
-
 SR250_ForkEmulators.JPG1.6 MB · Views: 361
SR250_ForkEmulators.JPG1.6 MB · Views: 361 -
 SR250_ForkEmulators1.JPG1.5 MB · Views: 347
SR250_ForkEmulators1.JPG1.5 MB · Views: 347 -
 SR250_ForkEmulators4.JPG1.6 MB · Views: 330
SR250_ForkEmulators4.JPG1.6 MB · Views: 330 -
 SR250_ForkEmulators5.JPG1.8 MB · Views: 340
SR250_ForkEmulators5.JPG1.8 MB · Views: 340 -
 SR250_ForkEmulators6.JPG1.5 MB · Views: 354
SR250_ForkEmulators6.JPG1.5 MB · Views: 354 -
 SR250_ForkEmulators7.JPG2.2 MB · Views: 343
SR250_ForkEmulators7.JPG2.2 MB · Views: 343 -
 SR250_ForkEmulators8.JPG1.6 MB · Views: 340
SR250_ForkEmulators8.JPG1.6 MB · Views: 340 -
 SR250_ForkEmulators9.JPG1.6 MB · Views: 322
SR250_ForkEmulators9.JPG1.6 MB · Views: 322



And time for engine assembly! Piston rings gapped according to the Wiseco guidelines.
It is easy to get trapped down a rabbit hole of disinformation about engine assembly and tips, and after reading countless articles and forum posts, its nice to just stick with one method, follow one mans advice and have that book on hand. What is my verdict? There is several different ways you can successfully assemble an engine, period.
It is easy to get trapped down a rabbit hole of disinformation about engine assembly and tips, and after reading countless articles and forum posts, its nice to just stick with one method, follow one mans advice and have that book on hand. What is my verdict? There is several different ways you can successfully assemble an engine, period.
Attachments



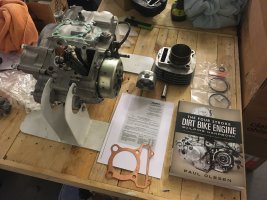
I ordered a piston ring compressor and a ring expander tool... Both sucked and I ended up doing the whole thing without them anyway - waste of money. I also bought some brake cleaner some ATF and a lint free cloth to get the barrel real clean after the boring and honing the shop did. Plus I ordered some good mineral oil for the engine break in.
The assembly went pretty went asides from the hiccups with the stupid tools. Like I mentioned in the previous post, I followed Wisecos guidelines through and through - so you will see the placement of the different ring gaps. I also filed the ends of the circlips (a tip from Paul Oleson) so that they were easier to install and didn't catch any edges or damage any aluminium on the way in.
The assembly went pretty went asides from the hiccups with the stupid tools. Like I mentioned in the previous post, I followed Wisecos guidelines through and through - so you will see the placement of the different ring gaps. I also filed the ends of the circlips (a tip from Paul Oleson) so that they were easier to install and didn't catch any edges or damage any aluminium on the way in.
Attachments






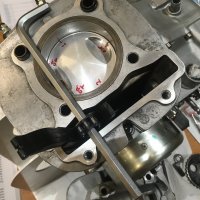
Once the cylinder was on it was possible to rotate the engine and check to see if the top ring gap was still in the position it is supposed to be - which is evident with a streak in the lightly oiled bore (red circled detail).
I got the head on with the copper gasket in between as well. I will button everything up with torque wrenches another day!
One thing I did not research so much about was the way in which a copper head gasket should be used. It is generally considered standard practice to 'oring' them around the bore. If you're not familiar with that, give it a quick google search, cool stuff. It ensures a gas tight compression seal. I did not do this and am hoping I won't need to - there are plenty of people that have successfully used copper head gaskets without oring-ing them. However, if I get head gasket failure when I run the engine, I will know why and will know what to do... It'll be 'off with 'er 'ead! A great advantage of this engines cylinder and head interface is the use of orings around the oil feed galleys - in contrast to many car engines which rely on the head gasket to seal oil and water passages as well. So there was no need to use silicone around those areas like some people suggest (for copper head gaskets in car engines).
I got the head on with the copper gasket in between as well. I will button everything up with torque wrenches another day!
One thing I did not research so much about was the way in which a copper head gasket should be used. It is generally considered standard practice to 'oring' them around the bore. If you're not familiar with that, give it a quick google search, cool stuff. It ensures a gas tight compression seal. I did not do this and am hoping I won't need to - there are plenty of people that have successfully used copper head gaskets without oring-ing them. However, if I get head gasket failure when I run the engine, I will know why and will know what to do... It'll be 'off with 'er 'ead! A great advantage of this engines cylinder and head interface is the use of orings around the oil feed galleys - in contrast to many car engines which rely on the head gasket to seal oil and water passages as well. So there was no need to use silicone around those areas like some people suggest (for copper head gaskets in car engines).
Attachments
-
 SR250_EngineAssembly1.JPG248.2 KB · Views: 310
SR250_EngineAssembly1.JPG248.2 KB · Views: 310 -
 SR250_EngineAssembly2.JPG259.6 KB · Views: 303
SR250_EngineAssembly2.JPG259.6 KB · Views: 303 -
 SR250_EngineAssembly7.JPG280.2 KB · Views: 294
SR250_EngineAssembly7.JPG280.2 KB · Views: 294 -
 SR250_EngineAssembly6.JPG308.8 KB · Views: 335
SR250_EngineAssembly6.JPG308.8 KB · Views: 335 -
 SR250_EngineAssembly5.jpg271.5 KB · Views: 298
SR250_EngineAssembly5.jpg271.5 KB · Views: 298 -
 SR250_EngineAssembly4.JPG272 KB · Views: 318
SR250_EngineAssembly4.JPG272 KB · Views: 318 -
 SR250_EngineAssembly3.JPG312.2 KB · Views: 323
SR250_EngineAssembly3.JPG312.2 KB · Views: 323


I finally got the fork build complete as well. Just a recap on the forks...
Many mods are, or were inspired by the infamous Minton Mods (done to the XS650). And here is the list:
Many mods are, or were inspired by the infamous Minton Mods (done to the XS650). And here is the list:
- 33mm fork seals instead of 32mm seals - to reduce stiction. These seal very well so far, surprisingly!
- Drilled out and chamfered damper rod holes (rendering them obsolete in preparation for the...)
- Fork cartridge emulator valves - for much better controlled damping
- Cut and spaced fork springs - resulting in single rate springs at 4.7N/mm - a 42% increase over stock, suggested rate for a fully kitted rider weight of 85-90kg
- Custom adjustable preload fork caps - for a +30mm range of preload
- Removable adjustment rod to expose a fork oil filling hole - meaning the caps don't need to be removed to adjust fork oil level
- Shaved/lightened and blasted fork legs
Attachments
-
 SR250_DamperRobs.JPG418 KB · Views: 321
SR250_DamperRobs.JPG418 KB · Views: 321 -
 SR250_DamperRodHoles.JPG254.5 KB · Views: 309
SR250_DamperRodHoles.JPG254.5 KB · Views: 309 -
 SR250_DamperRobMod1.JPG396.9 KB · Views: 305
SR250_DamperRobMod1.JPG396.9 KB · Views: 305 -
 SR250_DamperRobMod2.JPG297.3 KB · Views: 316
SR250_DamperRobMod2.JPG297.3 KB · Views: 316 -
 SR250_DamperRobMod3.JPG304.8 KB · Views: 286
SR250_DamperRobMod3.JPG304.8 KB · Views: 286 -
 SR250_StifferForkSprings.JPG251.6 KB · Views: 306
SR250_StifferForkSprings.JPG251.6 KB · Views: 306 -
 SR250_ForkSpringCut.JPG267.8 KB · Views: 281
SR250_ForkSpringCut.JPG267.8 KB · Views: 281 -
 SR250_CutSprings.JPG192.1 KB · Views: 272
SR250_CutSprings.JPG192.1 KB · Views: 272 -
 SR250_AdjustablePreload.JPG150.7 KB · Views: 293
SR250_AdjustablePreload.JPG150.7 KB · Views: 293 -
 SR250_ForkCartridgeValves.JPG160.7 KB · Views: 261
SR250_ForkCartridgeValves.JPG160.7 KB · Views: 261



And to continue the ridiculousness of the weight reduction program... 480g reduction on the entire fork assembly - that is almost half a kg! With 67g being removed from the fork legs - which is piss all but it is also unsprung wight, which is good! These weight comparison photos are taken 2 years apart, that is embarrassing
Attachments
-
 SR250_ForkLegLeft_Before.JPG258.8 KB · Views: 280
SR250_ForkLegLeft_Before.JPG258.8 KB · Views: 280 -
 SR250_ForkLegLeft_After.JPG323.8 KB · Views: 284
SR250_ForkLegLeft_After.JPG323.8 KB · Views: 284 -
 SR250_ForkLegRight_After.JPG320.4 KB · Views: 295
SR250_ForkLegRight_After.JPG320.4 KB · Views: 295 -
 SR250_ForkLegRight_Before.JPG280.8 KB · Views: 289
SR250_ForkLegRight_Before.JPG280.8 KB · Views: 289 -
 SR250ForkLegRight1.JPG338.4 KB · Views: 262
SR250ForkLegRight1.JPG338.4 KB · Views: 262 -
 SR250ForkLegLeft2.JPG268.5 KB · Views: 303
SR250ForkLegLeft2.JPG268.5 KB · Views: 303 -
 SR250ForkLegLeft1.JPG325.5 KB · Views: 295
SR250ForkLegLeft1.JPG325.5 KB · Views: 295 -
 SR250ForkLegRight2.JPG258.9 KB · Views: 303
SR250ForkLegRight2.JPG258.9 KB · Views: 303
Hey Jadus! I've been lurking on your build for a long while now. I actually picked up an SR250 for myself. It's in the process of being disassembled to see its condition. What size piston did you end up using?Once the cylinder was on it was possible to rotate the engine and check to see if the top ring gap was still in the position it is supposed to be - which is evident with a streak in the lightly oiled bore (red circled detail).
I got the head on with the copper gasket in between as well. I will button everything up with torque wrenches another day!
One thing I did not research so much about was the way in which a copper head gasket should be used. It is generally considered standard practice to 'oring' them around the bore. If you're not familiar with that, give it a quick google search, cool stuff. It ensures a gas tight compression seal. I did not do this and am hoping I won't need to - there are plenty of people that have successfully used copper head gaskets without oring-ing them. However, if I get head gasket failure when I run the engine, I will know why and will know what to do... It'll be 'off with 'er 'ead! A great advantage of this engines cylinder and head interface is the use of orings around the oil feed galleys - in contrast to many car engines which rely on the head gasket to seal oil and water passages as well. So there was no need to use silicone around those areas like some people suggest (for copper head gaskets in car engines).
Hey man, cool you got yourself an SR! The piston is 77mm which results in a 2mm cylinder liner wall (at it's thinnest section) and results in a 263cc engine with a compression ration of about 10:1 (when using the thinner copper head gasket).Hey Jadus! I've been lurking on your build for a long while now. I actually picked up an SR250 for myself. It's in the process of being disassembled to see its condition. What size piston did you end up using?
remotorcycled
New Member
Good work on the forks man, great upgrades and ingenuity
Maritime
Over 10,000 Posts
Adding an oil cooler helps.Are you worried about the heat when increasing the displacement and compression ratio? I imagine there's not much we can do to increase an air cooled engines cooling capacity
Thanks pal! You could do the same ones on the XS750 actually!Good work on the forks man, great upgrades and ingenuity
Not so worried but the engine will get both the oil cooler we developed and tested as well as finned valve and cam covers - all of which help dissipate a few degrees of heat from the oil over stock. We actually have one last oil cooler left for sale on our webshop if you are interested. This batch is the last batch we will ever have made.Are you worried about the heat when increasing the displacement and compression ratio? I imagine there's not much we can do to increase an air cooled engines cooling capacity
I haven't covered this in any previous posts so here goes...
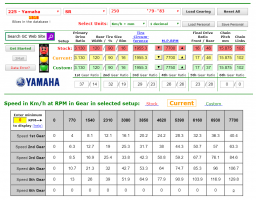
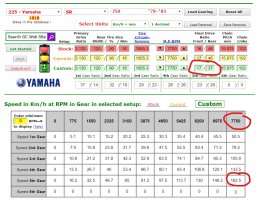
Asides from the obvious obstacles for the SR achieving 100mph being a) lack of/enough power, b) weight and c) aerodynamics, there is another one that is less obvious but equally important... Gearing!
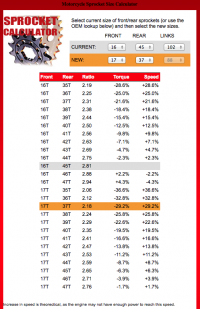
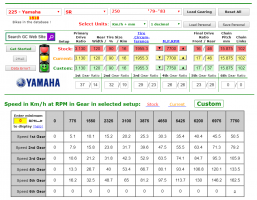
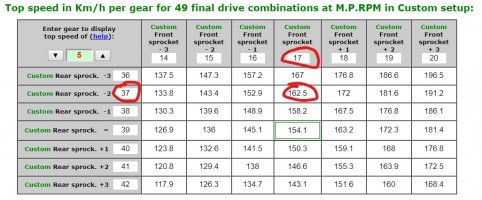
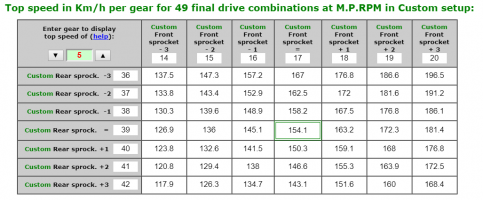
Even with a raised rpm ceiling with this engine, it will still not be able to turn the rear wheel fast enough with stock gearing to even get close to 100mph. I used a few online tools to calculate different top speeds with different max rpms with different gearings (sprockets). From previous knowledge and testing, I know that the max front sprocket size is 17T (up one from the stock 16T) - because any larger starts interfering with the crank cases, which means quite a drastic change to the rear is also needed. By looking at the calculations it looks best to run with a 37T rear sprocket (down from 46T stock). This means that when achieving the engines current max power rpm (7750rpm) a top speed of 162.5kph should be achievable. Now hoping that the engine will rev a bit past that and make power past that (with all the upgrades), that seems reasonable. Although it doesn't leave much room for error - so I decided to try a 36T to have a little margin.
And, running with the theme of weight reduction on this project, I saw the sprocket as a golden opportunity to continue that theme. The stock JT steel sprocket weights exactly 1kg - making it an easy target for weight reduction. After searching all over the internet, I found these guys: https://www.supersprox.com/eshop/products.php?cat=13528
Based in the Czech Republic, they custom machine aluminium sprockets to your specification! I was thoroughly chuffed to find this. So now the sprocket is ordered and I am hoping it will come in at 500-600g
Asides from the obvious obstacles for the SR achieving 100mph being a) lack of/enough power, b) weight and c) aerodynamics, there is another one that is less obvious but equally important... Gearing!
Even with a raised rpm ceiling with this engine, it will still not be able to turn the rear wheel fast enough with stock gearing to even get close to 100mph. I used a few online tools to calculate different top speeds with different max rpms with different gearings (sprockets). From previous knowledge and testing, I know that the max front sprocket size is 17T (up one from the stock 16T) - because any larger starts interfering with the crank cases, which means quite a drastic change to the rear is also needed. By looking at the calculations it looks best to run with a 37T rear sprocket (down from 46T stock). This means that when achieving the engines current max power rpm (7750rpm) a top speed of 162.5kph should be achievable. Now hoping that the engine will rev a bit past that and make power past that (with all the upgrades), that seems reasonable. Although it doesn't leave much room for error - so I decided to try a 36T to have a little margin.
And, running with the theme of weight reduction on this project, I saw the sprocket as a golden opportunity to continue that theme. The stock JT steel sprocket weights exactly 1kg - making it an easy target for weight reduction. After searching all over the internet, I found these guys: https://www.supersprox.com/eshop/products.php?cat=13528
Based in the Czech Republic, they custom machine aluminium sprockets to your specification! I was thoroughly chuffed to find this. So now the sprocket is ordered and I am hoping it will come in at 500-600g
Attachments
-
 Gearing.png101.4 KB · Views: 256
Gearing.png101.4 KB · Views: 256 -
 SR250_100mphGearing.PNG112.1 KB · Views: 249
SR250_100mphGearing.PNG112.1 KB · Views: 249 -
 SR250_17ToothFrontGearing.PNG111.6 KB · Views: 263
SR250_17ToothFrontGearing.PNG111.6 KB · Views: 263 -
 InkedSR250_DifferentFinalDriveRatios_LI.jpg755.6 KB · Views: 254
InkedSR250_DifferentFinalDriveRatios_LI.jpg755.6 KB · Views: 254 -
 InkedSR250_100mphGearing_LI.jpg979.1 KB · Views: 228
InkedSR250_100mphGearing_LI.jpg979.1 KB · Views: 228 -
 SR250_DifferentFinalDriveRatios.PNG42.8 KB · Views: 232
SR250_DifferentFinalDriveRatios.PNG42.8 KB · Views: 232 -
 CUSTOM-SPROCKET-MACHINING-EUROPE.jpg1 MB · Views: 285
CUSTOM-SPROCKET-MACHINING-EUROPE.jpg1 MB · Views: 285





